Характеристики и описание
- Тип услугиСварка нержавейки, Сварка алюминия, Сварка чугуна, Сварка меди, Сварка стали
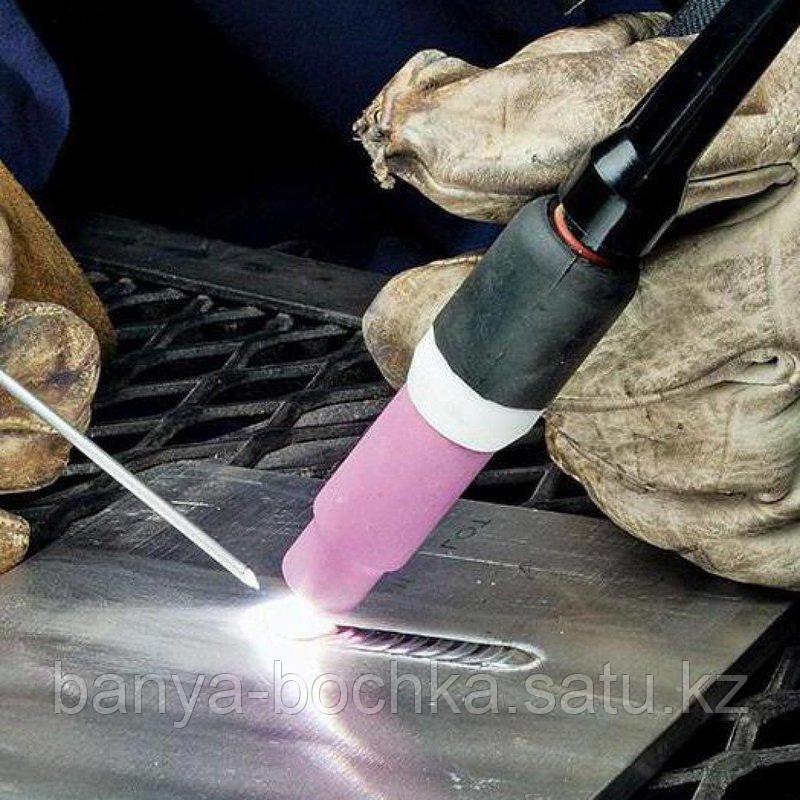
Услуги по сварке
При сварке плавящимся электродом в защитных газах (СПЭЗГ) дуговой разряд существует между кондом непрерывно расплавляемой проволоки и изделием. Проволока подается в зону дуги с помощью механизма со скоростью, разной средней скорости ее плавления; этим поддерживается постоянство средней длины дугового промежутка. Расплавленный металл электродной проволоки переходит в сварочную ванну и таким образом участвует в формировании шва.
Преимущества плавящегося электрода при сварке в защитных газах следующие:
- высокая плотность мощности, обеспечивающая относительно узкую зону термического влияния;
- возможность металлургического воздействия на металл шва за счет регулирования состава проволоки и защитного газа;
- широкие возможности механизации и автоматизации процесса сварки;— высокая производительность сварочного процесса.
Отзывы о продавце
Об этом продавце пока что нет отзывов.
Оплата и гарантии
 Наличными
Наличными Безналичный расчет
Безналичный расчет